


デジタルトランスフォーメーションで高度な産業エネルギー効率化の時代へ
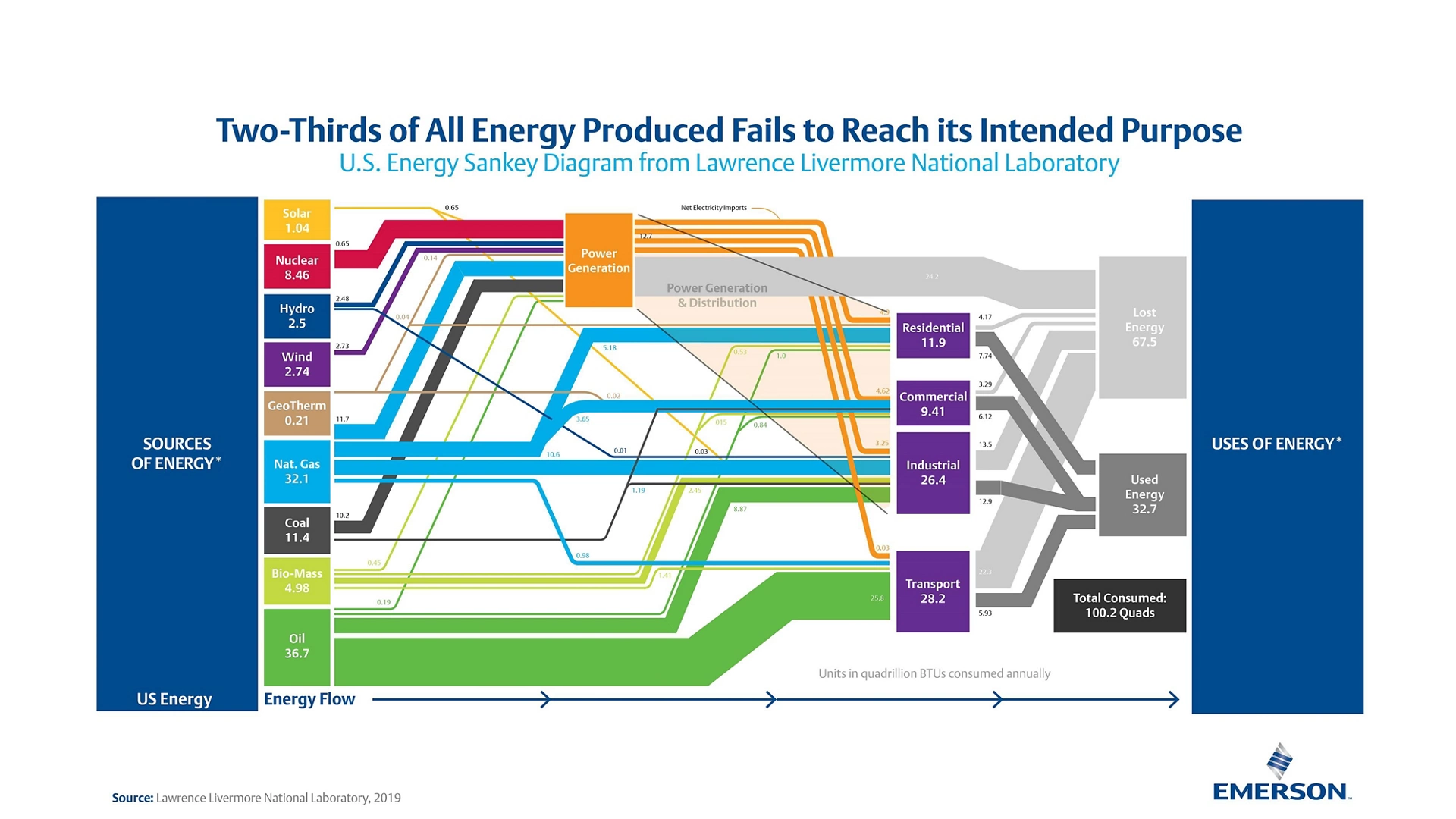
COVID-19 が大流行した際、消費者のエネルギー使用量が減少したことはニュースになりましたが、あらゆる業界における日々の操業の裏では、それ以上に大きなエネルギー節約の可能性が生まれています。それは電力、輸送、産業、商業、住宅市場向けに作られた約 63% の失われたエネルギーです。
企業がネットゼロ目標を達成するロードマップを評価するとき、この使用エネルギー減少は、重要なサステナビリティ目標に向けて勢いと即時のステップを促進できる「容易に達成できる成果」です。
ガスや石炭などの燃料源から生み出されるエネルギーの一部は、使われないまま失われています。その多くは廃熱、つまり火力発電所や車両エンジン、白熱電球の放出する熱として浪費されています。 調査によると、どのような産業プラントでも、熱交換器腐食の、燃焼制御の不備、圧縮空気システムからの漏洩、スチームトラップの故障などにより、投入されたエネルギーのほぼ3分の2(約67.5%)が本来の目的に達する前に失われていることが分かっています。 私たちの製造施設、自動車、電球の効率によって、どれだけの廃熱が発生し、どれだけの燃料と電気を生産的に使用できるかが決まります。
産業部門はエネルギー消費全体の 23 % を占め、典型的な産業プラントはエネルギーに事業予算の 30 % から 50 % を費やしているため、産業エネルギー効率に焦点を当て、エネルギー損失を最小限に抑えることは、非常に重要です。 エマソンのデータによると、より優れたエネルギー測定、監視、目標設定、レポートを提供するエネルギー管理技術とソフトウェアを使用して、産業企業はサイトのエネルギー使用量を5~15%削減できます。 いずれはこのような節約が積み重なり、大きな結果を出します。ある製油所のお客様は、1 年間で 2,000 万ドル以上の省エネを達成しました。
強力な排出量管理は波及効果を生みます。上位 4 分の 1 の企業はエネルギー使用量が 20 % 減り、エネルギー強度が下位 4 分の 1 の半分を下回っています。
高解像度 画像
企業がトップクォータイルのエネルギー管理を達成するために実施できる主要な戦略が存在します。
先進的なデジタル技術 は、エネルギー性能に関するリアルタイムの可視性を 提供し、オペレーターが是正措置を講じることを可能にします。 スマートセンサ、特にワイヤレスデバイスは、長年にわたって機器の監視を改善し、パフォーマンスに影響を与え、エネルギー使用量の増加につながる可能性のある潜在的な障害を早期に検出してきました。 デジタルツイン技術は、施設の設計と運用を最適化するのに役立ち、プラントのパフォーマンスに影響を与えることなくエネルギーを節約する新しいプロトコルを導入します。 また新しい LED 照明でも、大規模な製造工場では数千ドルのエネルギーコストを削減できます。
近年における最大の進展の一つは、「産業エネルギーのためのフィットネストラッカー」とも言える エネルギー管理情報システム (EMIS)です。 従来、産業プラントでは、月次エネルギー消費量データを見直し、エネルギー損失を監視してきました。 EMIS は、非効率性や不規則性をよりよく特定するために、サイトのエネルギー消費に関する分刻みの最新情報で有益な情報を提供し、意思決定に役立つリアルタイムのデータと分析を提供するため、年間何百万もの節約が可能です。
たとえば、世界の石油生産の 15 % を供給しているサウジアラビア Aramco のアブカイク工場を見て見ましょう。 サウジアラムコは、業務の最適化とエネルギー消費のより良い管理のために、エマソンのEMISを導入しました。 このシステムにより、オペレーションパフォーマンスの可視性が向上し、問題解決までの時間が大幅に短縮され、最適な値や設定ポイントが特定された結果、年間 2,200 万ドルの省エネが実現しました。
EMISはエネルギー管理を包括的に把握する手段を提供しますが、「測定できないものは管理できない」という古くからの格言が示す通り、特定用途に特化した他のアプリケーションも重要です。 分析ツールなどのソフトウェアと組み合わせることで、測定データはエネルギー効率、安全性および信頼性の向上に向けたより良い意思決定を支える基盤となります。 ここではエネルギー管理における測定の優先事項を 5 つ紹介します。
- スチームトラップの監視。 多くの産業プラントでは、運用を支えるエネルギー源として蒸気熱が利用されています。 ごく一般的な工場でも、エネルギー使用料は年間 2,000 万~3,000 万ドルに上る場合があります。 これらの工場では、蒸気システムから凝縮水を排出する何千ものスチームトラップが見落とされがちです。 米国エネルギー省によると、3〜5年間メンテナンスされていない蒸気システムでは、スチームトラップの15~20%の割合で故障しています。 例えば、ある発電所では、スチームトラップの漏れが1日あたり2,200ドルのコストになっていることがわかりました。 通常、年に一度、手作業で点検していたスチームトラップを、スマート音響デバイスで監視し、機器の故障をオペレータに知らせることができるようになりました。 この失われたエネルギーは、スチームトラップを監視することによってキャプチャできます。 南アフリカの石油化学会社 Sasol Technology は、最も重要なスチームトラップのわずか 20 台に音響モニタを設置し、蒸気コストを 42,000 ドル、メンテナンス費用を年間 15,000 ドル節約しました。 このスマートモニタは 3 か月足らずで投資回収が完了しました。
- 水、空気、ガス、蒸気などのユーティリティ流体の測定。 プラント運用者は年間の天然ガス購入量を把握している一方で、各プロセスユニットごとの使用量を必ずしも把握しているとは限りません。 流量計は、エネルギー使用量に潜む漏洩分や異常な変化を検出し、使用ポイントへのエネルギーの流れのバランスを取り、省エネ対策の優先順位を付けるうえで役立ちます。 ニューイングランドのパルプ・製紙工場は流量測定技術を実装し、現在では工場内のほぼすべてのエネルギー使用量を占めています。 このプロジェクトの費用は 8 か月足らずで回収し、最初の 1 年間で 100 万ドルをはるかに超えるエネルギーコストを節約しました。
- 圧縮空気の測定。 圧縮空気システムは主要なエネルギー消費源であると同時に、漏洩の主な発生源となる場合もあります。 オペレーションコストの増大、キャパシティ拡大ニーズ、圧縮空気不足の懸念に直面した南米の化学プラントでは、流量測定技術を追加し、圧縮空気システム全体の効率が 10 % 向上したことで、年間の電気代を 75 万ドル削減しました。
- 蒸気ボイラーの水位を高精度で制御すること。 その目的は、停止、パージ、再起動といったコストのかかるサイクルを回避し、ボイラーを安定的に運転させることです。 米国のある製紙工場では、ボイラの故障で生産量が低下し、光熱費が増加していました。しかし高度な測定技術を追加した現在、この工場では効率が高まり、計画外のシャットダウンが最小限に抑えられ、生産量が増加しています。
- 熱交換器の性能向上。 産業施設には数百台に及ぶ熱交換器が設置されている場合があり、時間の経過とともに汚れが蓄積し、生産能力の低下やメンテナンスコストおよびエネルギー消費の増加を招く可能性があります。 エマソンと連携し、 Chevronはある製油所における熱交換器向けにクラウド対応の監視ソリューションを導入しています 。 熱交換器を手動でチェックする代わりに、高度な測定技術により、シェブロンのオペレータは熱伝達、汚れ、その他の劣化データを得て、熱交換器を最適な性能で稼働させ続けることができます。
産業施設には、企業がネットゼロ目標を達成するのに大幅に役立つリアルタイムで動的なエネルギー最適化を実際に理解するためのソフトウェア、データ分析、高度な測定技術がこれまでにありませんでした。 業界全体がこれらの技術を採用すれば、すぐに大きな効果が現れるでしょう。